信息来源于:互联网 发布于:2021-05-17
1. 精度高、外表粗糙度小
1.1 广东机械加工厂磨削时,砂轮表面有极多的切削刃,并且刃口圆弧半径较小。磨粒上较锋利的切削刃,能够切下一层很薄的金属,切削厚度可以小到数微米,这是广东机械加工厂精密加工必须具备的条件之一。
1.2 广东机械加工厂 磨削所用的磨床,比一般切削加工机床精度高,刚度及稳定性较好,并且具有微量进给的机构,可以进行微量切削,从而保证了精密加工的实现。
1.3 广东机械加工厂磨削时,切削速度很高。当磨粒以很高的切削速度从工件表面切过时,同时有很多切削刃进行切削,每个磨刃仅从工件上切下极少量的金属,残留面积高度很小,有利于形成光洁的表面。加工精度为IT7~IT6,表面粗糙度Ra值为0.2~0.8mm。
2. 砂轮有自锐作用
广东机械加工厂磨削过程中,磨砂轮的自锐作用是其他切削刀具所没有的一般刀具的切削刃。如果钝损坏,则切削不能继续进行,必需换刀或重磨。而砂轮由于本身的自锐性,使得磨粒能够以较锋利的刃囗对零件进行切削。实际生产中,有时就利用这一原理进行强力连续磨削以提高磨削加工的生产效率。
磨削过程中,磨粒在高速、高压与高温的作用下,将逐渐磨损而变得圆钝,圆钝的磨粒,切削能力下降,作用于磨粒上的力不断增大。当此力超过磨粒强度极限时,磨粒就会破碎,产生新的较锋利的棱角,代替旧的圆钝磨粒进行磨削;当此力超过砂轮结合剂的粘结力时,圆钝的磨粒就会从砂轮表面脱落,露出一层新鲜锋利的磨粒,继续进行磨削。
3. 背向磨削力 Fp较大

如图7-4所示,磨削时砂轮作用在工件的力为总磨削力F。F可分解为三个相互垂直方向的分力,即磨削力Fc 、背向力Fp和进给磨削力Ff。磨削时,由于背吃刀量很小,所以磨削力Fc较小,进给磨削力Fc则更小,一般可忽略不计。但背向磨削力Fp很大,这是因为砂轮的宽度较大,磨粒又是以很大的负前角切削的缘故。在刀具切削加工中,一般切削力Fc最大,而磨削时是背向磨削力Fp最大,这是磨削加工的一个显著特点。
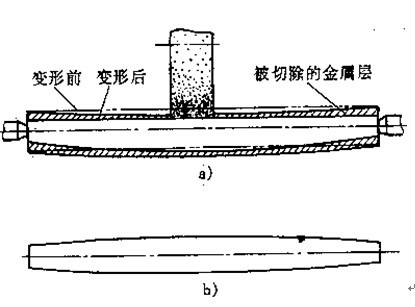
影响:Fp作用于砂轮切入方向,砂轮以很大的力推压工件,加速砂轮钝化,使砂轮轴和工件均产生弯曲变形,工件易出现圆柱度误差,直接影响工件的形状精度和表面质量,如图7-5所示。
解决方法:采用精磨,增加光磨次数,或采用辅助支承,以消除或减少因Fp所引起的形状误差。
光磨:工件磨到接近最后尺寸(余量一般为0.005~0.01mm)时不再吃刀的磨削。光磨可提高工件的形状精度,降低表面粗糙度。磨削质量随着光磨次数的增多而提高。
4. 磨削温度高
磨削速度高,为一般切削加工的1020倍,且为负前角切削,这样高的切削速度下,磨削时滑擦、刻划和切削 3个阶段所消耗的能量绝大挤压和摩擦较严重。局部转化为热量,加上磨粒多,又因为砂轮本身的传热性很差,大量的磨削热在短时间内传散不出去,磨削区形成瞬时高温,并且大部分磨削热将传入零件。一般有80%切削热传入工件(刀具切削低于20%),而且瞬时聚集在工件表层,形成很大的温度梯度。工件表层温度可高达1000℃ 以上,而表层1mm以下接近室温。当局部温度很高时,表面易产生热变形,甚至烧伤。因此,磨削时需施加大量切削液,以降低磨削温度。
5.表面变形强化和残余应力严重
与刀具切削加工相比,虽然磨削的表面变形强化和残余应力层要浅很多,但程度更为严重。影响零件的加工工艺、加工精度和使用性能。
解决方法:及时用金刚石工具修整砂轮,施加足够切削液,增加光磨次数。







