信息来源于:互联网 发布于:2024-02-11
广东机械加工厂 和石膏型铸造相似,陶瓷型铸造中使用的模型是用石膏,塑胶,木头,金属或橡胶制作的,陶瓷浆从模型上方浇注,它迅速变硬到橡胶的稠度,它能够从模型表面剥落,重新组合成一个铸型。挥发物可以通过火焰燃烧或者低温烘烤的方法除去。然后它在1000度左右的炉中烘烤,从而形成一个可以承受高温金属浇入的陶瓷模。另外,广东机械加工厂在铸型还热的时候金属就可浇入。公差可以控制在0.4%,表面光洁度可高于2-4微米,分型线公差增加0.3mm,壁厚可以到1.25mm,重量可以从60g到数吨,拔模斜度要求1度。
这项工艺是昂贵的,但是减少了二次机加工操作,这项工艺生产的典型零件包括不锈钢制作的叶轮,青铜件,复杂切割工具,塑胶造型加工工具。步骤:
模型由粘土,木头或者石膏制成,其必须覆盖上2-3层薄的橙漆。
第一步:首先你必须研究实体,基于它你才能制作铸型,为确定分型线。用毡尖记号笔在实体上画一条线。
第二步:将实体放置于你的工作台上,这样分型线在某种程度上与你的工作面平行。在将水基造型粘土向上堆积之前,围绕分型线将最宽点距离点向外延长一英寸。
第三步:当粘土堆积完毕后,即圆滑的和皮革般坚固的,切成方形的粘土如图所示,使用一个软刷,在物体表面和分型线的顶部分别刷上一层橙漆,经过15-20分钟,用滑石粉轻轻喷涂。
第四步:用一个软刷在整个表面涂一层脱模剂,烘干刷子然后刷去多余的脱模剂,使物体有一个光滑的表面和粘土分型线。

第五步:准备好铸造平板,用脱模剂擦拭其前表面和边缘,如图用C型夹装配。用一个木制工具将粘土分型线与所示平板内表面相交处封边。
第六步:准备铸造。对于下图所示的物体大小和围绕模型的分型线外观体积。我们将用如下的比例:一加仑的塑料罐,称出11/2lbs1号陶器石膏泥。
第七步:使石膏泥浸泡3-5分钟,然后和钻孔乙基液混合,混合大概5.5分钟。在盒内模型的上方浇入,石膏应该至少覆盖模型以上一英寸的厚度。
第八步:20分钟以后,将铸造平板分开,刮掉顶部的石膏并将边缘稍微倾斜,抓住石膏模的另一边缘轻轻的转动使粘土从工作台上松动,如图所示。翻转铸型以使粘土离开模型和石膏半型。

第九步:如果橙漆流到石膏半型时,要用酒精清洗。洗去铸型表面所有的粘土颗粒,现在该进行在石膏分型线雕刻关键部位。你可以用多种方法雕刻-围绕大抹刀尾部,或一个硬币(镍或弦)
第十步:广东机械加工厂再次准备好铸造平板,用滑石粉除去模型和分型线区域的灰尘,和第四步一样刷脱模剂,如第五步一样将板用C型夹装配起来并重复第六步和第七步来制作铸型的第二部分。将石型固定半小时,将铸造平板移走,刮铸型的上部。倾斜边缘和角落。
第十一步:现在准备开模。刮去所有可能从第一个半型边缘滑落的石膏。使用一个平直端的螺丝刀或者一个木边的螺丝刀,从分型线插入进去。用锤子轻轻的叩击,广东机械加工厂当铸型开始分开时,立刻将铸型翻转并重复这一步骤,当铸型松动时,抓住两个半型并轻轻的分开。
第十二步:模型通常会留在某一个半型内。在这一点上,分型线的准确度、模型材料、以及材料的软硬程度将会决定将模型从半型中取出的难易程度。

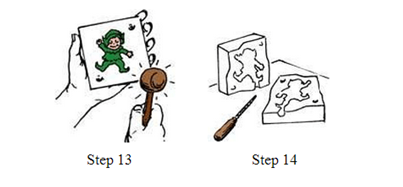
第十三步:如果模型由粘土制作,你可以用螺丝起子轻轻的将其取出,但是如果你必须像用杠杆一样将其撬起时,在螺丝起子下放一个平的木头以保证石膏模不碎裂。如果你的模型是金属、玻璃或陶瓷做的,你可能需要用其他方法,比如空气压力或者用一个橡皮锤围绕着模型轻敲。在一些情况下,你可能将模型敲出了缺口从而将其破坏了。但是紧记,广东机械加工厂在这种情况下,铸型是主要的物体因为一个好的、耐用的铸型可以重复生产50-150成品。
第十四步:有了清理掉其他颗粒的两个半型,我们现在决定在哪里刻出浇孔。它可以在一个半型内或者在所示两个半型内,倾斜两个半型分型线的外部边缘和倾斜铸型的所有外部边缘,这样可以防止边缘被敲碎。
第十五步:这时,核查每个半型中可以修剪的根切。考虑天气情况使铸型干燥4-5天,这样你就得到了一个铸型。






