信息来源于:互联网 发布于:2021-06-10
广东机械加工厂 挤压铸造也被称为液态金属锻压,是一个将铸造和锻压结合的工艺过程。液态金属浇入到经过预热金属铸型的半型的底部,当金属开始凝固时,上半型合型并在凝固过程中提供压力,所提供的压力显著低于锻压中使用的压力,由此重要零件部分被生产出来,芯子在这个工艺过程中用于形成孔和凹进处。多孔性低从而使机械性能改进,铁基和非铁基材料均可使用这种方法进行生产。
广东机械加工厂这项工艺的基本步骤包括(图6.12)

消失模铸造
消失模铸造能够生产复杂结构的产品。这种工艺生产复杂零件并且减少通过消失模生产出零件的机加工量。广东机械加工厂为了制备消失模铸件,首先要制备需要完成零部件的泡沫材料模样。将模样浸入包含悬浮难容材料的水溶液中。难容材料覆盖泡沫材料模样形成一层薄的耐热层。围绕模样倒上型砂,对薄的耐火层给予机械支撑。然后熔融金属浇入铸型,熔融金属熔化并汽化泡沫材料。等金属结晶成固体,从砂型中移除,因此命名为消失模铸造。消失模铸造工艺由H.F. Shroyer于1958年提出,并由一种将聚苯乙烯泡沫模样嵌入传统砂型中得到铸型空腔的铸造方法的专利保护。砂型中的 聚苯乙烯泡沫模样通过熔融金属的浇注而分解。金属取代泡沫材料模样,准确地复制出原始模样的所有特征。像其他精密铸造方法一样,每一次铸件浇注都需要一个模样,因为模样在工艺过程中会消失掉。这项工艺的基本步骤包括(图6.13):
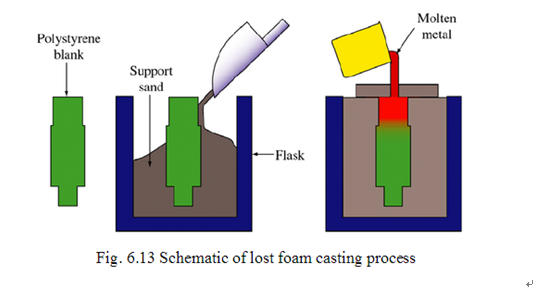
1、使用泡沫造型压力机制作泡沫材料模型及浇注系统
2、泡沫模型及浇注系统胶合在一起形成模型团簇。
3、所形成的团簇用可渗透的耐火材料覆盖并在控制条件下加热。
4、干的、覆盖团簇在一个含有松散、不含粘结剂砂的砂箱中熔模,砂子用来震荡以提供高的紧实度。
5、液态金属从浇注系统的上部浇入,浇注系统使液态金属通过团簇并代替泡沫内浇道和模型。
6、其余的操作比如:打箱,截断,研磨,热处理等都是简单的,与其他的铸造工艺过程类似。
广东机械加工厂通常,所有的铁基与非铁基材料都能用消失模工艺进行铸造,由于消失模和浇注系统在逐渐制作过程中必须分开,金属浇注温度通常要求在1000F以上,低温的液态金属也能进行浇注,但是零件尺寸受到限制,另外,低碳的铁基铸件需要特殊的工艺。






