信息来源于:互联网 发布于:2023-11-27
模样制作
东莞CNC加工厂模样是用于制作铸型的铸件物理模型:铸型是通过将一些易变形的聚合体材料紧实得到的,像型砂\包围在模样周围。当模样取出后,它的轮廓提供了最终浇满液态金属形成铸件的型腔。如果铸件是中空的,比如在管件装配的条件下,其他模样像芯子将用于形成这些空腔。就像前面所定义的,模样是铸造所生产的实物经过某些改变后的复制品,主要的改变有:
(a)增加模样的余量;
(b)提供芯头;
(c)减少细节,不能通过铸造得到的部分,要通过进一步的工艺来完成。
芯撑
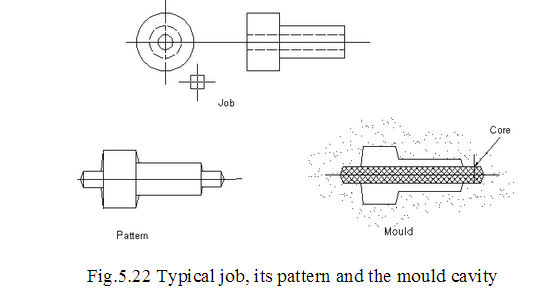
东莞CNC加工厂对所有需要芯子的铸件,应该采取措施来支撑型腔中的芯子,其中的一个普遍使用的方法是在可能的地方使用芯撑,在图5.22展示了一个芯撑使用的例子,所提供的芯撑的尺寸将在精确的铸件的基础上进行估算。
造型材料:
东莞CNC加工厂在铸造中,许多种材料被用于生产铸型及芯子。它们包括:型砂、 背砂、加粘土回用砂、面砂、分型砂
型砂性能:
造型材料的选择是基于它们的工艺性能,通常造型材料要求的性能包括:
耐火度:造型材料承受熔融液态金属的高温而不会熔解的能力。
湿强度:包含湿气的型砂通常术称为湿型砂,湿型砂应该有足够的强度以保持所构造的形状。
干强度:当型砂中的湿气都被排出的时候,其被称为干砂。当熔融金属浇入型中,型腔周围的型砂由于液态金属中的散热,湿气快速蒸发而迅速转变成干砂,此时,它应该保持型腔同时承受金属静力学的作用力。
热强度:所有的湿气消除以后,当铸型中的金属仍处于液态时砂子就会达到一个高温。砂子要求保持型腔形状的强度就被称作热强度。
渗透性:
东莞CNC加工厂在铸件的凝固过程中,大量的气体将从铸型中排出,气体包括炉中金属吸收的、从大气和水蒸气中吸收的和其他由于浇注及型芯砂产生的。它们会在铸件中聚集并形成缺陷。型砂应该充分地多孔以使气体能够从铸型中逃逸。型砂的气体逸出能力被称为渗透性。 除了这些特殊的性能,型砂应该还有溃散性以确保在铸件凝固的过程中,不会有任何在铸件中可能导致裂纹的阻力。它们应该有重复使用性及好的热传导特性,以使铸件中的热量能够快速的转移出来。






